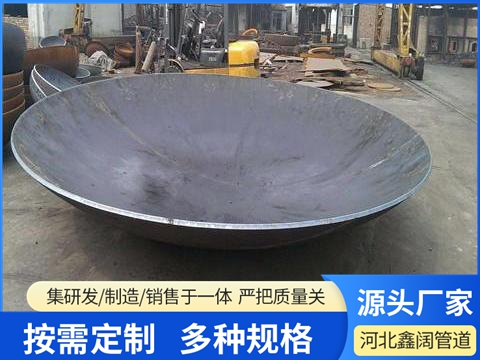

GB150及有关封头标准的厚度定义不甚合理,主要体现在容器和封头成形后的厚度要求上,对凸形封头和热卷筒的成形厚度要求不得小于名义厚度减钢板负偏差(δn-C1),由此可能导致设计和制造两次在设计厚度的基础上增加厚度以保证成形厚度。为此,曾经提出了最小成形厚度的概念:"热卷圆筒或凸形封头加工成形后需保证的厚度,其值不小于设计厚度"。也就是说设计者应在图纸上标注名义厚度和最小成形厚度(即设计厚度δd),这样使得制造单位可根据制造工艺和原设计的设计圆整量决定是否再加制造减薄量。

全国咨询热线
全国咨询热线

联系人:李经理
手 机:13292730162
电 话:13292730162
地 址:河北省沧州市盐山县蒲洼工业区盐山县蒲洼工业园区
GB150及有关封头标准的厚度定义不甚合理,主要体现在容器和封头成形后的厚度要求上,对凸形封头和热卷筒的成形厚度要求不得小于名义厚度减钢板负偏差(δn-C1),由此可能导致设计和制造两次在设计厚度的基础上增加厚度以保证成形厚度。为此,曾经提出了最小成形厚度的概念:"热卷圆筒或凸形封头加工成形后需保证的厚度,其值不小于设计厚度"。也就是说设计者应在图纸上标注名义厚度和最小成形厚度(即设计厚度δd),这样使得制造单位可根据制造工艺和原设计的设计圆整量决定是否再加制造减薄量。
河北鑫阔管道制造有限公司

微信二维码
微信号:13292730162Copyright © 河北鑫阔管道制造有限公司 网站备案号:冀ICP备15027539号-1
技术支持:鸿业网络统计代码放置